વર્ણન
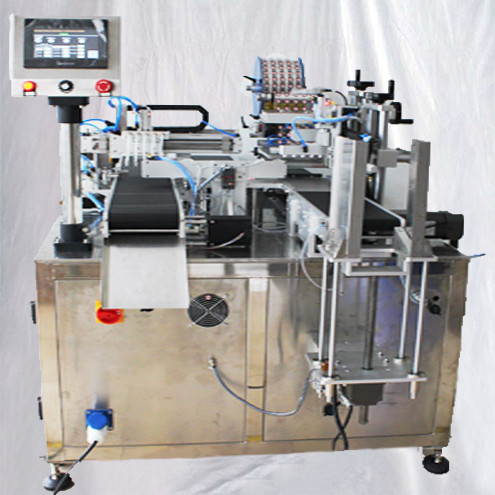
The machine is specially done for our Malaysian customer who sent us seveal cartons of battery in tray. They want us to build the fully automatic trays of battery labeling machine at fast speed (80-100pcs per min);
The whole machine adopts the pneumatic &robot systme ; the labels peeling process is driven by the vacuum pump; Double channal setting : one for tray-battery delivery the other for labeling process . At the end of output there is the hopper which can hold the labelled trays which can be levelled due to the fall of final products;
The whole process is designed and programmed in a high technology so that it is sure to be the ideal labeling machine in the electronic-processing industry like mobile assembly etc ;
Precautions before start-up.
1. The machine needs to adopt single-phase 220V AC. Check if the wiring is correct before turning on the engine.
2. Check if the air source is normal or not.
3. Check if there is any foreign materials on the machine and tooling. If yes, please clear it timely.
4. Check if the water intake of magnetic pump is completely put into water.
5. Before it is started automatically, please check the filling system points rightly at the bottleneck and the plug can be pressed or not.
Basic parameter of model NPACK 610AA battery labeling machine automatic labels applicator:
Model NPACK-610AA
cell sucking speed:15-20 S/tray
Sticker applying speed:20-25 S/tray
Machine Power:2.3KW,
Machine Current:1.5A,
Inpurt voltage:240V 50HZ ,
Air pressure:0.7MPA,
Labeling Accuracy:+/-1.0MM;
Machine Dimensions:1800*1170*1460MM
Drawing of model NPACK-610AA labeling machinery in details:
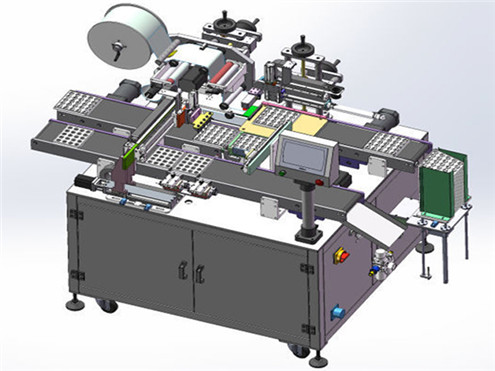
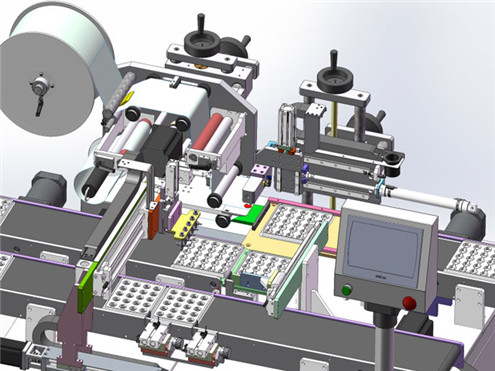
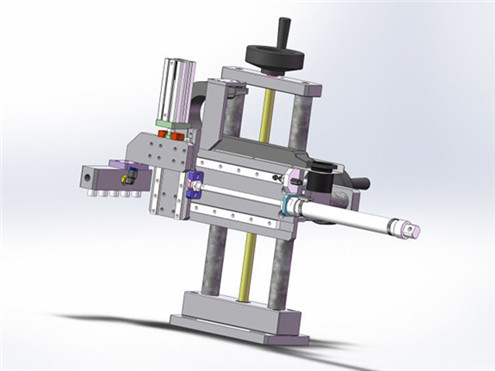
Configuration of model NPACK-610AA customized battery labeling machinery
| ના. | નામ | બ્રાન્ડ | |||||
| 1 | પ્રેસ બટન | સ્નીડર | |||||
| 2 | ચુંબકીય સંપર્કો | સ્નીડર | |||||
| 3 | રિલે | ઓમરોન | |||||
| 4 | મોટર | જર્મનીમાં જે.એસ.સી.સી. | |||||
| 5 | બેરિંગ | એન.એસ.કે. | |||||
| 6 | પી.એલ.સી. | મિત્સુબિશી | |||||
| 7 | ફાઇબર-ઓપ્ટિકલ | Onટોનિક્સ | |||||
| 8 | સ્વિચિંગ મોડ પાવર સપ્લાય | NWELL | |||||
| 9 | સર્વો મોટર | એસ.એન.વાય.આઈ.ઓ જાપાનમાં બનાવેલું | |||||
Parameter setting
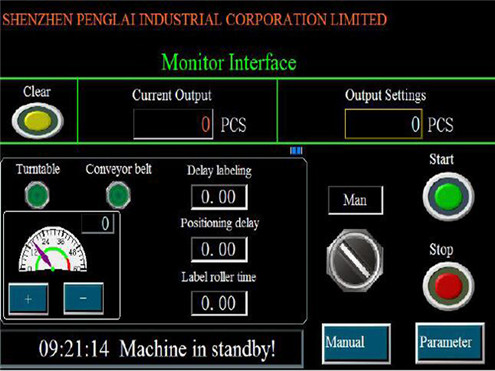
(1). Labelling speed: set the speed of labelling machine. The labelling speed shall match that of volume labelling.
(2). Positioning and time-delaying: count time from material inspection switch inspecting materials to positioning
the motions of cylinder. If any deviation of positioning bottles by the cylinder, we can adjust it as the time.
(3). Time-delayed labelling: when bottle positioning is finished, it will be labelled in a delayed time. The purpose
is to stabilize the motor power and then label it.
(4). Volume labelling time: when the labelling is finished, maybe there are still some left labels to be pasted, so
leave more time for rotary of bottles and volume labelling axle.
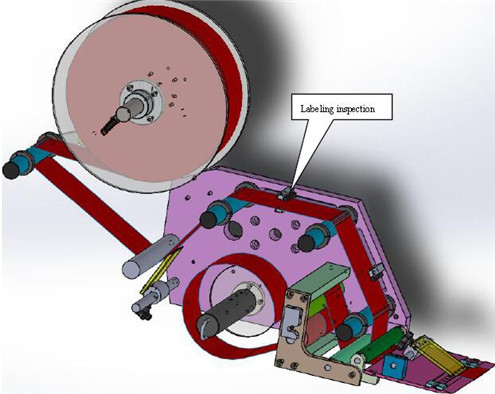
Cross labelling drawing
Structure of amplifier
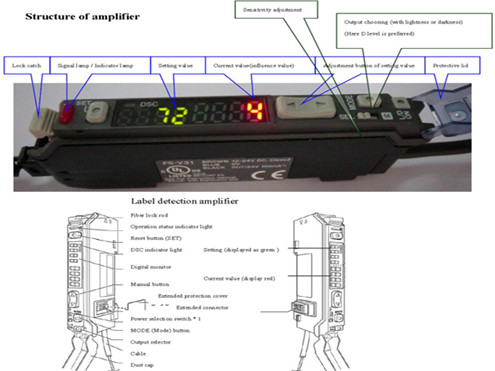
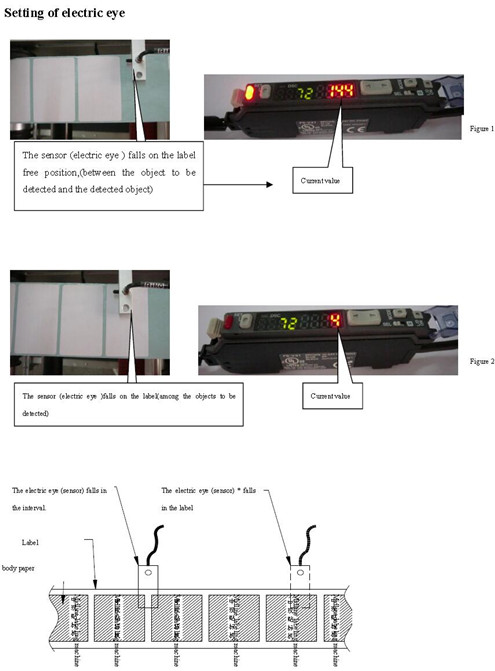
Quick setup: See above Figure 1 and Figure 2
Step I: When the electric eye falls on the gap, the current value of red is 144
Step II: When the electric eye falls on the label, the current value of red is 4.
Step III: Adjust Setting Value
1/2 of the sum that the value of electric eye falling on the body paper(among the objects to be
detected) pluses that falling on the label(on the object to be detected )
The Setting Value is (144+4) /2=74, adjust the Manual Button to set the value as about 74
Step IV: Make the interval position of the label move back and forth at the detection position of the electric
eye, the signal lamp / indicator lamp is red at this time.
If the magic eye can not be adjusted well or the setting of the value is wrong or detection stuffs are different,
the electric eye should be adjusted correspondingly, otherwise the phenomenon of non labeling or
continuous labeling will happen easily.
Speed adjustment instructions
Conveying speed: Open the first speed governor on the left of the electric box door (the governor of the
transmission motor).
This speed affects the speed of product delivery, and also affects the production speed of the whole
machine. The labeling speed and scrolling label speed and Separating bottle speed need cooperating
with each other. Actual speed of delivery speed is usually half of actual speed of scrolling label speed,
and it can be adjusted to be faster cooperating with other speeds.
Separating bottle speed: On the right of main electric box
This speed affects the intervals of product delivery, and also affects the production speed of the
whole machine. As the certain interval is requested to keep labeling stable and reliable, during
labeling, so speed difference of separating bottle speed and delivery speed is needed to widen the
product interval. The faster the separating bottle speed, the smaller the product interval., and the
slower the separating bottle speed, the larger the product interval, in the case of allowing, adjust the
speed as fast as possible, the speed of production can be improved.
(1) Power and not bright: Check the power source and the fuse of the power outlet side, and the fuse is
16A/110VCheck whether the power button is pressed (off).
(2) Labeling motion is not normal Check whether the position of the label is normal, if normal, then check
the motion mechanism to see if there is any foreign stuffs stuck in, and if the spring is abnormal, and if the
location of the fence is normal.
Check whether the man-machine interface parameter setting is normal Check if the relevant electric
eyes are abnormal;
(3) Conveyor belt does not run Check whether the conveyor belt speed is adjusted to be too slow, check
whether the operation of mechanical components are stuck, check the man-machine interface settings to see
whether not touching the automatic run in the screen of starting running.
Box starts automatic running of the labeling
(4) The label is sometimes the former sometimes after, the reason is that the label of the stripping plate is
loose, the pressure of cutton axis cliping table on the table can be adjusted to be not too looser or tighter, or
the degree of tightness of pulling spring’s tension of the brake. belt below the label tray can also be adjusted.
(5) Other problems of labeling and scrolling label: Please view the related note of the specification in detail.
If the fault cannot be processed, please contact the manufacturer for consultation because our plant
will continue to perfect and improve plant the labeling machine of this specification, there will be
differences between instructions and the new machine configuration, may and are subject to change
without notice. If there are any changes, please forgive us for not informing.
સંબંધિત વસ્તુઓ
 બેચટtopપ લેબલિંગ મશીન અર્ધ સ્વચાલિત રાઉન્ડ બોટલ લેબલર, બેચ નંબર કોડ પ્રિંટર સાથે
બેચટtopપ લેબલિંગ મશીન અર્ધ સ્વચાલિત રાઉન્ડ બોટલ લેબલર, બેચ નંબર કોડ પ્રિંટર સાથે- કસ્ટમાઇઝ્ડ ફ્લેટ સપાટી કાર્ડ સાબુ બાર ઉપરની બાજુ બાજુ ડબલ બાજુવાળા લેબલિંગ મશીન આપોઆપ વિમાન labelબ્જેક્ટ્સ લેબલર સાધનો
- હાઇ સ્પીડ આડી લિટલ રાઉન્ડ બોટલ લેબલિંગ ઇક્વિપમેન્ટ ઇટિકેટિઅરમાશીન ફ્યુર ક્લીન ફ્લાશેન
- એપ્લીકેટર ફ્લેટ રાઉન્ડ ગ્લાસ પ્લાસ્ટિક પરફ્યુમ બોટલ લેબલર સાધનોની આસપાસ લપેટી આપોઆપ ડબલ સાઇડ લેબલ
- હેન્ડહેલ્ડ નzzઝલ્સ પોર્ટેબલ ફિલિંગ હેડ્સ અર્ધ સ્વચાલિત વાયુયુક્ત ફિલર ઉપકરણો સાથે ફૂડ સ highસ ઉચ્ચ સ્નિગ્ધતા પ્રવાહી ભરવા મશીન
- આડું પ્રકારનું પિસ્ટન ફિલર એર ratedપરેટેડ એક્ટ્યુએટર વાલ્વ સંચાલિત લિક્વિડ લોશન શેમ્પૂ જ્યુસ ભરવાનું સાધનો અર્ધ સ્વચાલિત સનક્શન નળી સાથે
- પોઝિશનિંગ સિસ્ટમ સ્વચાલિત વર્ટિકલ લેબલર ઉપકરણો સાથે રાઉન્ડ બોટલ કેન લેબલિંગ મશીન
- Autoટોમેટિક ખાલી ટ્યુબ ગોઠવવું લેબલિંગ મશીન ટૂથપેસ્ટ ટ્યુબ્સ હોઝ રાઉન્ડ ઓબ્જેક્ટો લેબલ્સ એપ્લીકેટર maticટોમેટિક સ્ટીકર લેબલર સાધનો